Wind turbine blades manufacturing defects detection using IRT, Terahertz ISAR, and X-ray imaging
Wind energy continues to grow as a major source of energy throughout many parts of the world. To increase the energy conversion efficiency and power production, the size of wind turbine blades has continued to grow larger as well. As such, the need to identify defects at early stages becomes more critical to maintain reliability and prevent costly catastrophic failures. During a wind turbine blade’ s manufacturing process, a number of flaws (e.g., delamination, inclusions, voids, cracks, resin dry regions, defective fiber alignment, etc.) can occur. Therefore, there is a need for NDE techniques that are capable of scanning large areas of the blades for highlighting the presence of those defects. In recent years, different NDE methods capable of accurately delivering surface and internal data have been developed. This research focuses comparing the efficiency of Terahertz Inverse Synthetic Aperture Radar (ISAR), Infrared Thermography (IRT), and X-ray imaging for the inspection of manufactured wind turbine blades’ spar caps to validate on what level these techniques can be beneficial to the wind turbine manufacturing industry.
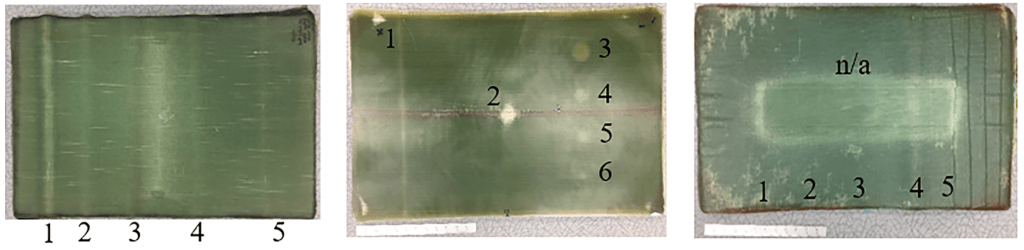
Each of these methods was tested using three fiberglass samples – similar to those shown below – embedding defects of concern that are created during the blade manufacturing process.
Fiberglass samples with embedded defects representative of the manufacturing process: out of plane wave defects (left); silicon inserts and true de-wet defects (center); out-of-plane fiber wave defects and thickness taper region (right).
Results of extensive laboratory tests shown that The investigation into terahertz frequency radar has indicated that the technique can detect out-of-plane wave defects in several samples, but also seems to be unable to identify more profound subsurface defects with the current system. ISAR should operate at frequencies below 100 GHz for improved depth penetration. No problems resulted from the detection of resin dry areas since terahertz ISAR was the only one capable of identifying this kind of defect. Nonetheless, a primary limitation of terahertz radar would be the presence of the carbon fiber composite and other conducting materials inside the spar caps.
IRT cameras have been shown capable of detecting the presence of thickness variations in fiberglass panels (e.g., thickness taper, wave, and out-of-plane defects) and areas of imperfect bonding between layers (e.g., porosity). The system’s primary limitation is that it is unable to detect the presence of material inclusions whose thermal properties are similar to that of the panel’s resin because of the low-accuracy of the camera used.
The X-ray imaging technique proved very effective at detecting defects. However, high equipment costs and health safety concerns limit the technique’s commercial viability for use in a wind turbine blade manufacturing setting.
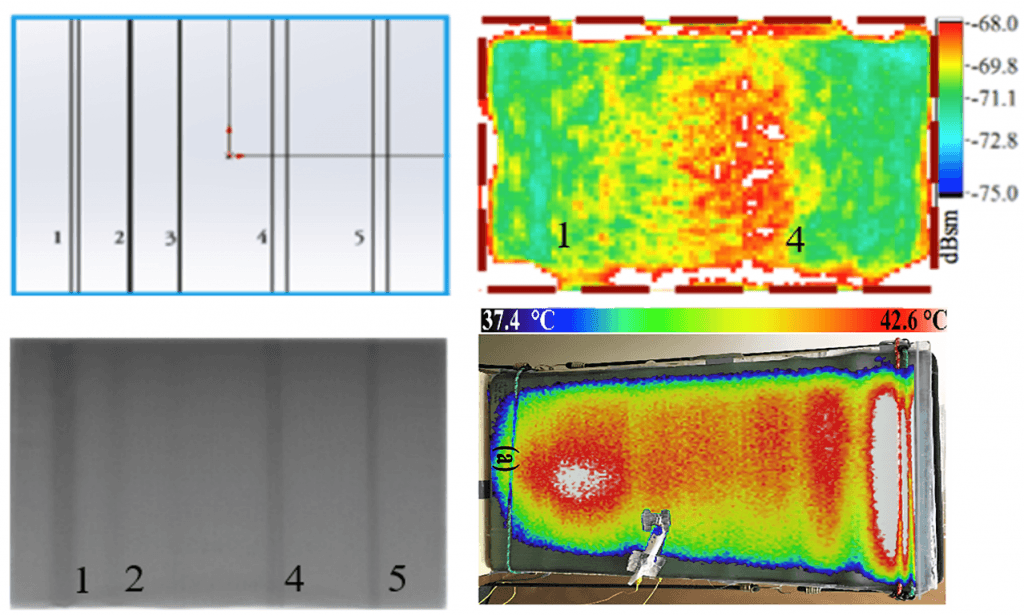
Results of the test performed on the panel with out-of-plane defects: schematic of defects (top left corner), terahertz ISAR image (top right corner), X-ray imaging (bottom left corner), and IRT imaging (bottom right corner).
The publication describing details of this research can be downloaded using the following link: